Close
Close
Thank You for Asking:
 In general, small thick-walled parts made with Eastman Tritan™ copolyester can be ultrasonically welded by
In general, small thick-walled parts made with Eastman Tritan™ copolyester can be ultrasonically welded byfollowing the welder’s recommendations for other amorphous thermoplastics.
Like all ultrasonic welding applications, those involving Tritan may require some optimization to achieve
successful welds. In particular, larger diameter, thin-walled parts may require
additional consideration of part design and welding operation.
Tips for ultrasonic welding of thin-walled parts
Ultrasonic welder
• Thin-walled applications using Tritan may require a minimum of 72 microns for 20 kHz or 96
microns for 15 kHz of amplitude to weld (converter x booster x horn).
• Power output may vary depending on part size and wall thickness—2000- to 4000-watt generator is
suggested.
microns for 15 kHz of amplitude to weld (converter x booster x horn).
• Power output may vary depending on part size and wall thickness—2000- to 4000-watt generator is
suggested.
• Sonic welder must be capable of fine tuning adjustments such as amplitude profiling and time or
energy mode capability. Feedback recording is critical for optimizing weld strength.
Joint/part design
energy mode capability. Feedback recording is critical for optimizing weld strength.
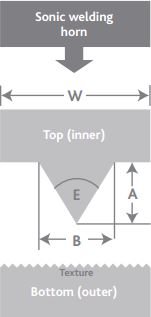
• Use a tongue-and-groove or step joint with 60° energy director.
• Preferred placement for the energy director is on the horn side.
• Texturing the mating surface (opposite the energy director) may improve weld strength up to 3 times—and may reduce flash and particulatematter and lower total energy requirements.
• Near-field welding is critical—distance between the ultrasonic horn and the weld joint should be 0.25 in. (6.35 mm) or less.
• Additional weld joint designs may be necessary for a given application. Details on specific weld joint options are available from Brett Jones and his team.
• Additional weld joint designs may be necessary for a given application. Details on specific weld joint options are available from Brett Jones and his team.
Stabilization
• Parts must be locked into the equipment to ensure proper alignment and prevent vibration.
• A vibrating part leads to both poor energy transfer and the potential for the part to move out of alignment.
• Stabilization should be accomplished with a split-fixture clamping system (modified toggle clamp), which:
• A vibrating part leads to both poor energy transfer and the potential for the part to move out of alignment.
• Stabilization should be accomplished with a split-fixture clamping system (modified toggle clamp), which:
- Prevents movement of the outer section of the part
- Accommodates faster cycle time
- Prevents part marring
- Fixture devices can be fabricated using any rigid material, such as aluminum.