Joining and assembly
Parts made from Eastman Tritan™ copolyester can be assembled using a wide variety of joining techniques. The choice of assembly method is closely linked with the end-user requirements of the application. Eastman offers a range of services, including application development, 3D modeling, and technical service, to aid in choosing the appropriate processes for each application.
Adhesives, ultrasonic welding, and laser welding have been shown to be effective means for joining components produced from Tritan. In addition, snap-fit joints and mechanical fasteners can also be used for assembly.
Methods for joining parts made of Tritan include:
- Chemical
- Mechanical
- Screws
- Inserts
- Snap-fit joints
- Thermal
- Ultrasonic welding
- Laser welding
- Spin molding
- Hot-plate welding
Adhesive systems
A variety of adhesives are available for joining plastic materials. As a result, it is difficult to make general observations. Unlike solvents, which evaporate, an adhesive layer remains a functional part of the finished assembly. Hence, the performance and appearance of the finished part may vary. A selected number of commercial adhesive systems have been shown to perform well in bonding Eastman Tritan™ copolyester to itself, including Weld-On® 55, Lord® 7542 adhesives A/B (primarily on the characteristics of the adhesive layer), and Flex Welder™ 14345. Characteristics to consider when selecting an adhesive include:
- Chemical compatibility with the parts being joined
- Aesthetics of the finished joint
- Expansion/contraction with temperature changes
- Brittleness, rigidity, and flexibility
- Durability/service life
- Adhesive strength (adhesion to the plastic)
- Cohesive strength (resistance to internal tearing)
- End-use requirements
Note: If expansion and contraction are a major concern, consider the use of mechanical fastening.
Adhesive bonding procedure
The surfaces of Tritan-made parts that are to be joined using adhesive systems must fit well without forcing and have no visible gaps. The surfaces to be bonded should be smooth but not polished. Sand the surfaces to be joined with a 120-grit or finer paper. Diamond-wheel polishers, jointers/planers, or other mechanical devices can produce excellent results. However, soft-polishing wheels or flame polishing are not recommended; these methods can round the edges, causing gaps and improper fit.
The following are a selected number of commercial adhesive systems which have been shown to perform well in bonding Tritan to itself:
- Weld-On® 55
- Lord® 7542 A/B
- Flex Welder™ 14345
- Lord 403/19
- Lord 406/19
- Lord 406/17
- Plastic Welder® II 14340
Evaluation of adhesive performance was done according to ASTM D1002.
The adhesive systems listed previously do not represent a comprehensive set but merely those which have been evaluated in internal testing and are recommended for use with Tritan. For best performance, follow the guidelines for use provided by the adhesive manufacturers. A careful evaluation of the part application should be done prior to selecting an adhesive system to ensure the adhesive provides both acceptable performance (bond appearance and strength) and meets all necessary regulatory requirements.
Some adhesives with a volatile component may shrink while curing. To compensate for shrinkage, cut the joint on an angle, thereby providing space for the joint to be slightly overfilled. Consult your adhesive supplier's literature for specific information on shrinkage.
For additional information on adhesive bonding of Tritan or assistance with bonding it to other materials, contact your Eastman technical representative.
Ultrasonic welding
Ultrasonic welding is a common method for joining plastics without the use of adhesives, solvents, or mechanical fasteners. Ultrasonic welding equipment operates on the principle of converting electrical energy to mechanical vibratory energy. Vibratory energy is transferred to plastic parts through a specially designed horn. In addition to energy transfer, the horn serves to apply pressure to the parts being welded, which aids alignment during welding. High-frequency vibration generated by the welding machine causes frictional heat which softens the plastic to create a bond at the contact points between plastic parts. After heated material flows into the joint area, the welding horn maintains some applied pressure to prevent movement during solidification.
Compared to other joining methods, ultrasonic welding offers several advantages, including:
- Environmentally safe—no chemicals used
- Aesthetically pleasing joints
- Excellent product uniformity
- Rapid bonding and high productivity
- Computer-controlled process—suitable for statistical process control
Optimization of an ultrasonic welding process requires consideration of three primary factors: material properties, part and joint design, and fitness-for-use requirements of the application.
- Material properties impact the transfer of vibratory energy from the horn interface to the joint. As a result, a change in material should lead to a reevaluation of design and process.
- Part and joint designs are vital in determining the performance of a material in the final assembled part. As with material properties, the part design influences how effectively energy is transferred to the weld area. Joint designs are instrumental in determining weld quality as they serve to focus applied energy, supply appropriate melt volume to the joint, and provide part alignment during the welding process.
- Fitness-for-use requirements must be considered, as these factors influence the type of joint chosen for the part. Factors such as applied load, need for hermetic seal, joint appearance, and the tolerance for flash factor into the choice of joint design.
Strong bonds can be achieved using ultrasonic welding with most amorphous plastics given appropriate welding parameters. Parameters that significantly affect weld strength and appearance include vibration frequency and amplitude, applied pressure, load, time, and joint design. Additional considerations should be given to the mode of operation of the welding equipment, since this can impact weld integrity. Control methods include weld time, collapse distance, and weld energy.
The following section contains general guidelines on joint designs that have been shown to perform well with Eastman Tritan™ copolyester. Ultrasonic welding is a complex process involving a number of factors, and each application brings a unique set of challenges. As such, it is vital that part designers and engineers contact their Eastman technical representative to discuss details and specifics of each application.
Shear-type joint designs
In contrast to energy director joint designs, shear joints can offer improved toughness and durability, as the weld area can be varied readily through changes to depth. Shear-type joint designs provide an interference fit between parts to be joined. Interference is typically in the range of 0.008 in.–0.012 in. (0.2–0.3 mm). Shear joints can be either single or double sided. As the vibrating welder horn presses the parts together, the interfering material softens and creates a bond at the interface.
Ultrasonic welding of Eastman Tritan™ copolyester can be successfully accomplished with proper joint design and the use of proper welding parameters. Part designers must carefully select the joint design that provides optimum performance and utility to satisfy the end-use requirements of the functional part. Designers should consult their welding equipment supplier or Eastman technical representative and conduct rigorous real-life, end-use testing during product development. The following is a list of equipment suppliers:
Branson Ultrasonics Corporation
41 Eagle Road
Danbury, CT 06813-1961 U.S.A.
Tel: (1) 203-796-0400
Dukane Intelligent Assembly Solutions
2900 Dukane Drive
St. Charles, IL 60174 U.S.A.
Tel: (1) 630-797-4900
Hermann Ultrasonics Incorporated
1261 Hardt Circle
Bartlett, IL 60103 U.S.A.
Tel: (1) 630-626-1626
Laser welding
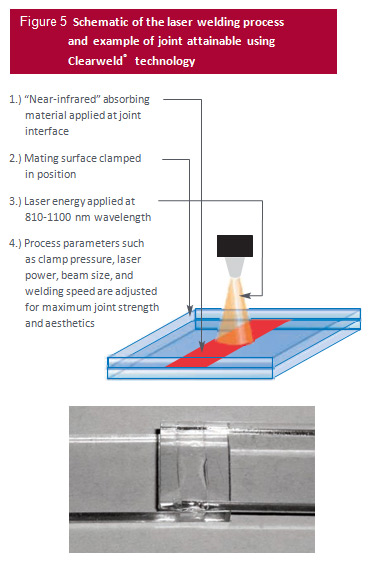
Through-transmission laser welding utilizes near-infrared laser energy (wavelength of 800–1100 nm) to excite laser-absorbing additives which generate heat at a joint surface. Softening or melting of the thermoplastic in combination with externally applied clamping force causes the two mating surfaces to weld. Developments such as the Clearweld® welding process by Gentex Corporation have expanded the application space for laser welding to include transparent assemblies. In this process, a near-infrared absorbing Clearweld fluid is applied to the joint interface. Alternatively, a Clearweld additive is incorporated into the bottom substrate of the assembly. On application of laser energy, the Clearweld material absorbs energy, resulting in heat and subsequent welding.
Desirable characteristics of the laser welding process:
- Excellent joint strength with Eastman Tritan™ copolyester
- Excellent welded-joint aesthetics
- No creation of flash or particulates during welding
- Very short weld cycle time
- No cure time requirement
Laser welding of Tritan was evaluated using a simple lap-shear joint which was tested under tensile load. Welds formed have excellent aesthetics maintaining clarity and near colorless appearance. Tensile testing showed all weld failures to be substrate type, indicating excellent weld strength.
For additional information on the use of laser welding and the Clearweld technology with Tritan, contact your Eastman technical representative.
Decorating
The use of decorating techniques allows the part designer to add functionality and aesthetically pleasing elements to parts produced from Eastman Tritan™ copolyester. Tritan is amenable to a number of decorating techniques, including (but not limited to) painting, overmolding, printing, and the use of decals and labels.
Painting
Painting may sometimes be required to add a special decorative effect or to improve the functionality of the plastic surface. Some typical reasons to choose paint include:
- Improved chemical, abrasion, or weathering resistance
- Color matching with adjacent parts or components
- Wood grain, luminescent, or metal flake appearance
- Electrical conductivity
- Extra-high-gloss or matte finish
- Textured appearance where molded-in texture is not possible
There are two basic types of commonly used paints. One is the lacquer type which dries strictly through solvent evaporation. The second is a curing-type paint or enamel which usually requires a bake to obtain its performance properties. Both types (lacquers and enamels) have certain advantages and disadvantages. Follow the manufacturer’s guidelines for optimum results.
The following is a list of selected paint suppliers:
Red Spot Paint & Varnish Company (
www.redspot.com)
Sherwin-Williams Company (
www.sherwin-williams.com)
Nippon Paint Company (
www.nbcoatings.com)
Eastern Chem-Lac Corporation (
www.randolphproducts.com)
Overmolding
The use of overmolded soft-touch materials is commonly employed to add both functional and decorative elements to articles produced from rigid thermoplastics. Eastman Tritan™ copolyester has been shown to have excellent adhesion with commercially available TPE grades. In selecting the TPE grade for use, it is vital to work with either the TPE supplier or Eastman to choose a grade which is formulated for use with a copolyester substrate.
Part design considerations
- Optimize part thickness and TPE thickness for adhesion and dimensional stability. TPE thickness in excess of the Tritan-made part thickness could result in warpage on removal from the mold. Typical rule of thumb recommends substrate thickness twice that of TPE.
- Mechanical interlocks can be incorporated to improve TPE adhesion and promote part durability. Mechanical interlocks become particularly important with thin TPE layers or very demanding fitness-for-use requirements.
- For designs incorporating soft-touch features on multiple surfaces, flow-through designs should be used to improve adhesion and durability.
- To minimize the potential for peeling or delamination, the edge of the TPE should be flush with or below the level of the nonovermolded section of the rigid substrate.
For further part design and specific processing information, consult appropriate literature available from your TPE supplier.
It is important to consider the end-use environment of the overmolded article when selecting the appropriate TPE grade. In each case, the particular fitness-for-use criteria should be taken into consideration.
Printing
Printing is a commonly employed method for application of designs, characters, or other markings on parts produced from Eastman Tritan™ copolyester. As with traditional copolyesters, graphics can be easily printed onto parts produced from Tritan. Unlike materials which require a secondary process, such as flame or corona treatment to enhance ink adhesion, Tritan has been shown to print well in the as-molded state. Printing on Tritan has been accomplished under a number of printing methods. The use of appropriate ink systems has been shown to produce parts having high quality graphics with excellent durability in life-cycle testing.
Eastman has engaged the following ink suppliers in evaluating the performance of Tritan in printing operations:
Nazdar
8501 Hedge Lane Terrace
Shawnee, KS 66227-3290 U.S.A.
Tel: (1) 913-422-1888
Sun Chemical
35 Waterview Boulevard
Parsippany, NJ 07054-1285 U.S.A.
Tel: (1) 973-404-6000
For assistance with painting Eastman Tritan™ copolyester, contact your Eastman technical representative.
Labels and decals
Self-adhesive labels and decals offer a simple method for applying graphics such as logos, model identification, and decorative graphics. Available labels and decals offer a wide variety of colors and shapes. Labels and decals can also be classified as either temporary (designed to be easily removed at some point in the product life) or permanent (designed to remain in place and offer a durable, aesthetically pleasing appearance over the entire part life).
Important criteria to consider when selecting a label or decal
- Is the decoration temporary or permanent?
- Should the label be clear, semitransparent, or opaque?
Both of the above criteria play a critical role in selecting the label system to be used for a given application. It is important to work with an Eastman technical representative or your label supplier to select the appropriate label system for a given application.
The following is a general recommendation for types of labels to be used with Eastman Tritan™ copolyester:
- For temporary or removable labels, use systems based on PET, polystyrene, or biaxially oriented polypropylene (BOPP) film backing.
The following is a general comment regarding caution about the types of labels and decals which should be avoided with Tritan:
- Temporary or removable labels produced from plasticized PVC substrates should be avoided, as problems with label removal may result.
FAQs
What are acceptable methods for joining and assembling parts made with Eastman Tritan™ copolyester?
Chemical—adhesive bonding
Mechanical—screws, inserts, and snap-fit joints
Thermal—ultrasonic welding, spin welding, laser welding, and hot-plate welding
When using ultrasonic welding, what type of joints work best?
Single-sided shear joints and double-sided shear joints work best with simple energy directors.
Can Tritan be decorated?
Yes. Painting, overmolding, printing, labels, and decals can be applied to Tritan with superior results.
What inks can be used to print on Tritan?
Eastman has worked with Nazdar and Sun Chemical to optimize ink formulations for use with Tritan.
Does adhesive bonding work well with Tritan?
Yes. Weld-On® 55; Plastic Welder® II 14340; Flex Welder™ 14345; and Lord® adhesives 7542 A/B, 403/19,406/19, and 406/17 have been demonstrated to form suitable bonds.
Other resources








 Close
Close